POC: positioning and mounting hooks onto reed holders with submillimeter precision
Challenge
Can we automate the high-precision positioning and mounting of hooks onto a reed holder?
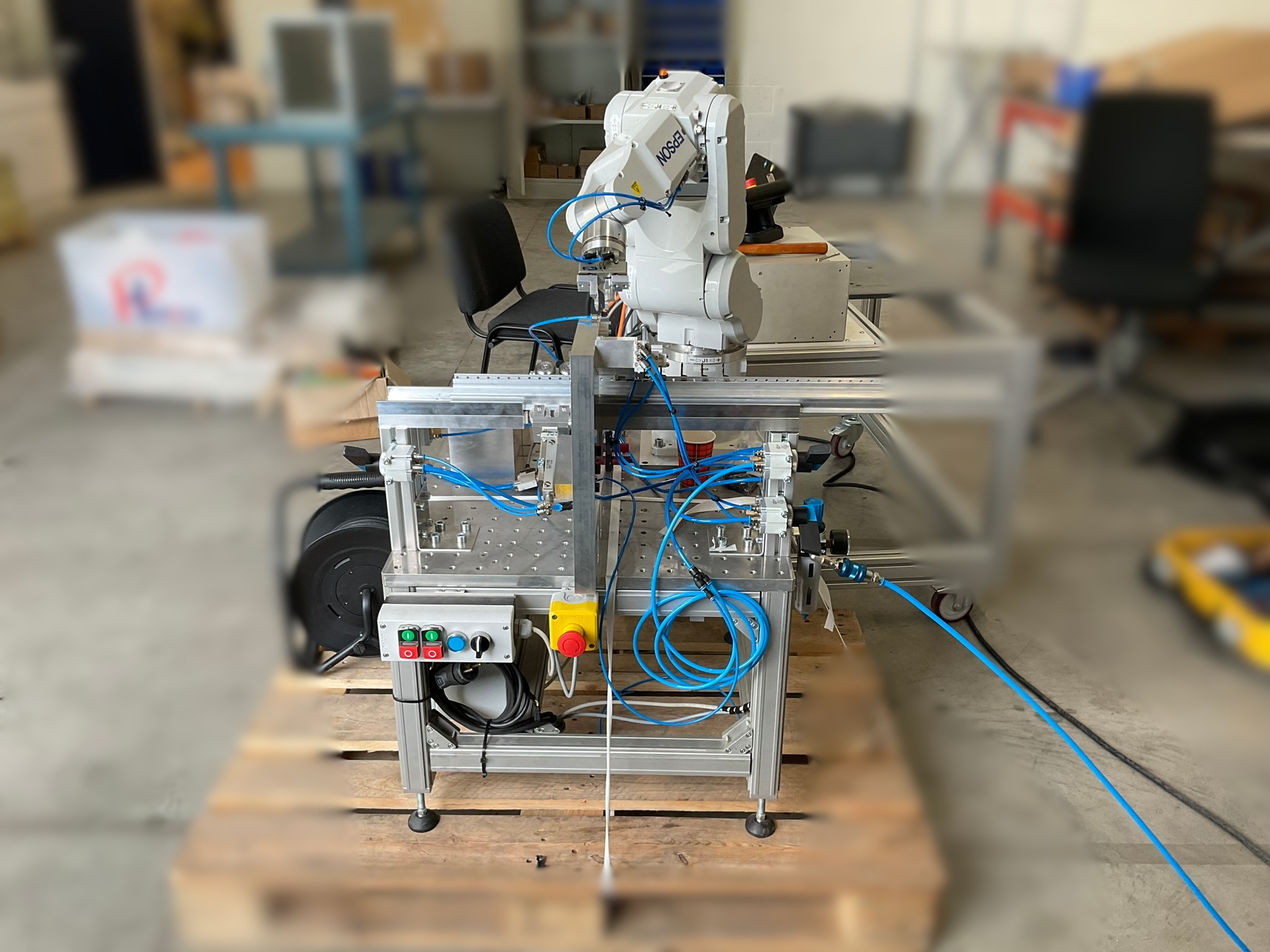
This was the central question of a Proof of Concept (POC) for Picanol, a global leader in weaving machine manufacturing.
The hook must be mounted using a bolt and M3 nut into pre-drilled holes in an aluminum frame.
This step is currently performed manually. The POC aimed to validate the technical feasibility of full automation.
High-precision positioning
The accurate mounting and positioning of these hooks are critical, as a gripper and lance pass through the openings at extremely high speeds during the next process step.
Key challenges
- Pinpoint precision: the positioning for the hook, bolt and nut must be executed with high accuracy.
- Confined space: the available workspace for the robot and tools is limited.
- Strict cycle times: a target of 10–12 seconds per hook.
- Product variability: the system must be able to handle two different types of hooks.
- Surface integrity: the hooks are coated and must remain undamaged during handling.
- Cost efficiency: Development and setup costs must be kept to a minimum.
Solution
There were three critical steps to be validated in this POC:
- Positioning and feeding the nuts and bolts: a custom fixture proved to be the answer.
- Positioning the hooks: for which we designed and manufactured a custom finger gripper.
- Clamping and positioning the reed holder: this process is controlled pneumatically.
Let’s take a closer look at the engineering decisions behind each step.
1. Positioning and feeding of the nuts and bolts
The POC begins after the feeding stage, as feeding systems are considered proven technology. Our focus was on the challenge of positioning the nuts and bolts with high accuracy and securing them against any movement before fixation.
The solution lay in a custom-designed fixture. We developed a setup where the nuts and bolts are placed at the exact points where future feeding systems will be connected.
A pneumatically controlled guide then directs the nut to its final fastening position and holds it firmly in place during the screwing process.
Once positioned and secured, the bolt is driven in from the side. For the purposes of this POC, the screwing was performed manually, as this is a standard, proven technology.
2. Positioning of the hooks
Since flex-feeder systems are proven technology, the POC focuses on the process starting from a fixed hook position.
Initially, the hooks are presented in a horizontal position. Because the robot must position each hook onto the reed holder from above with sub-millimeter precision, we implemented a two-step pick-and-place process.
We designed a dual-finger gripper and an intermediary drop-off station. This station allows for the re-orientation of the hook from a horizontal to a vertical position.
To ensure the hook remains perfectly aligned during this transition, we integrated a vacuum-controlled fixation principle to hold it securely in place.
Finally, the gripper picks up the vertical hook and positions it onto the reed holder with repeatable, sub-millimeter accuracy.
For this POC, we rented an Epson C4 6-axis robot, which offers a positioning repeatability of 0.02 mm.
3. Clamping and positioning the reed holder
To achieve the required accuracy, the reed holder must be locked into an exact position.
To accomplish this, we utilize a pneumatic clamping system in combination with a positioning pin. This pin engages a vacant borehole adjacent to the fastening position, ensuring the holder is perfectly aligned and remains stationary throughout the assembly process.
Results
We tested and validated the POC in together with the Picanol team during a trial in which the system successfully positioned and mounted 200 hooks.
Working within a limited budget, we successfully proved the technical feasibility of this automation. This allowed us to:
- Mitigate project risks by identifying and solving potential hurdles early on.
- Define a precise budget for the construction of the final, full-scale assembly line.
- Gain valuable insights on how to further optimize the gripper design for peak performance.
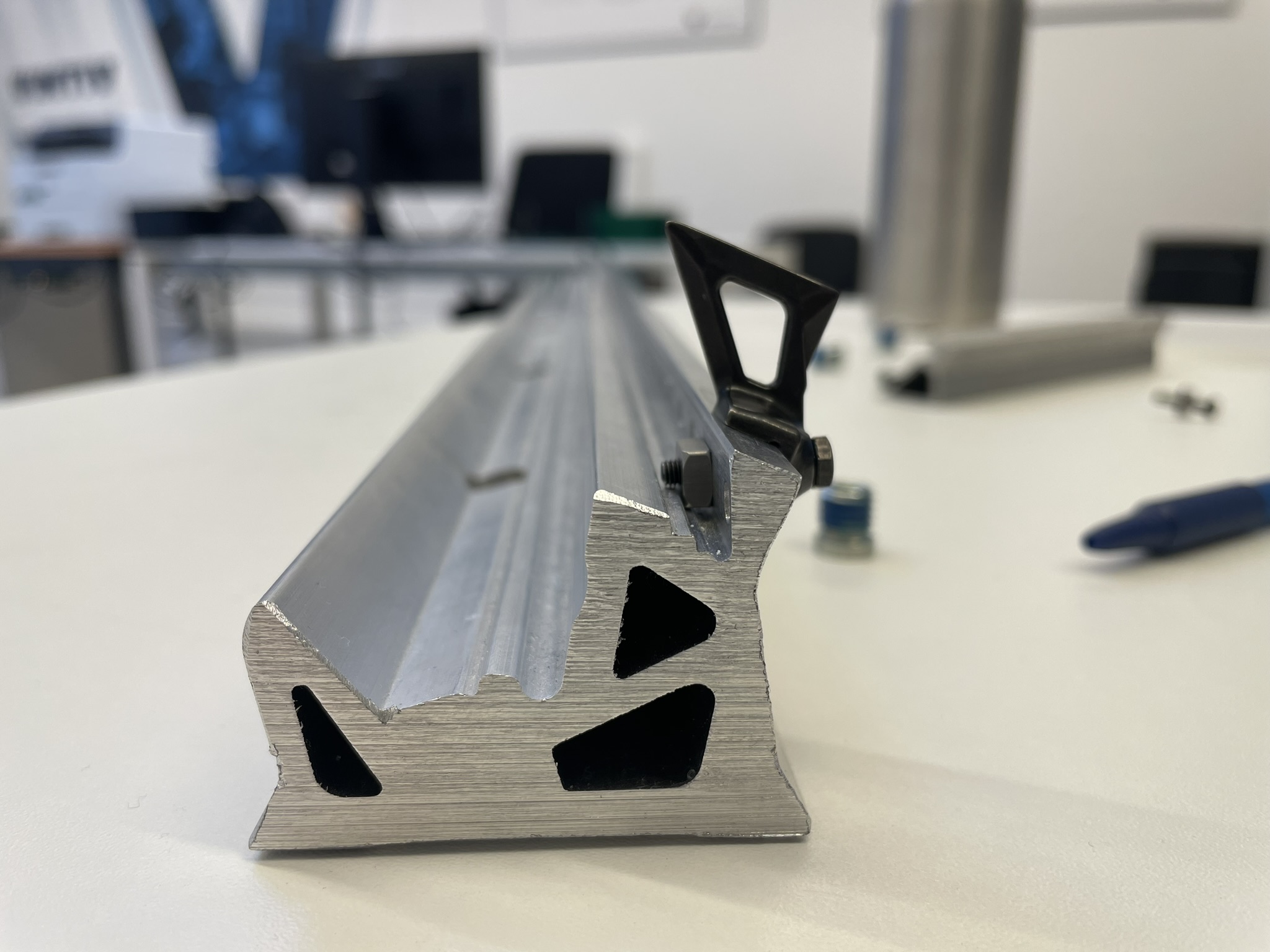 The desired outcome: the reed holder with one of the mounted hooks.
The desired outcome: the reed holder with one of the mounted hooks.  The challenge: the specific angle and the pinpoint precision required for the positioning of the hook, bolt and nut.
The challenge: the specific angle and the pinpoint precision required for the positioning of the hook, bolt and nut. 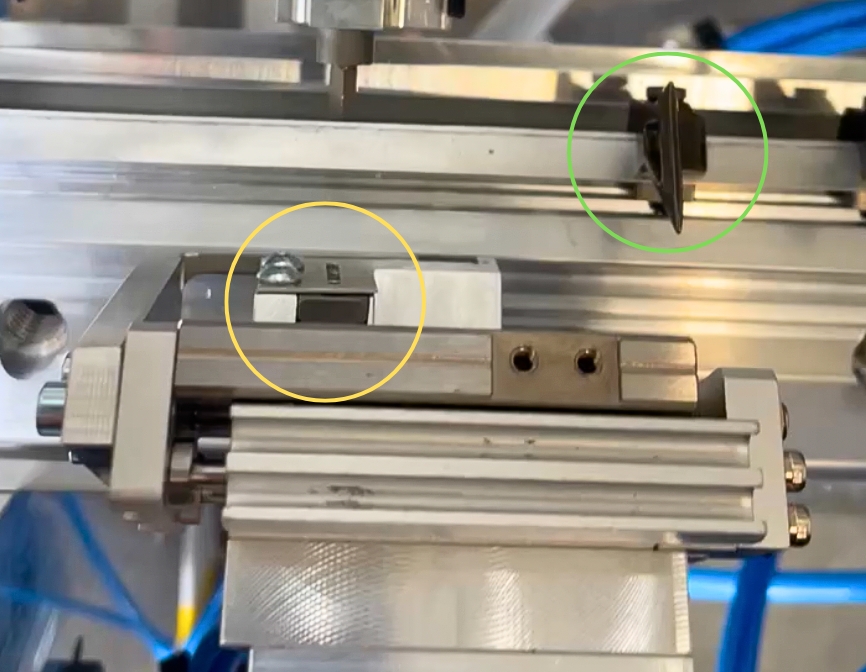 The nut (yellow circle) just before it’s guided to its final position. The green circle shows a mounted hook.
The nut (yellow circle) just before it’s guided to its final position. The green circle shows a mounted hook. 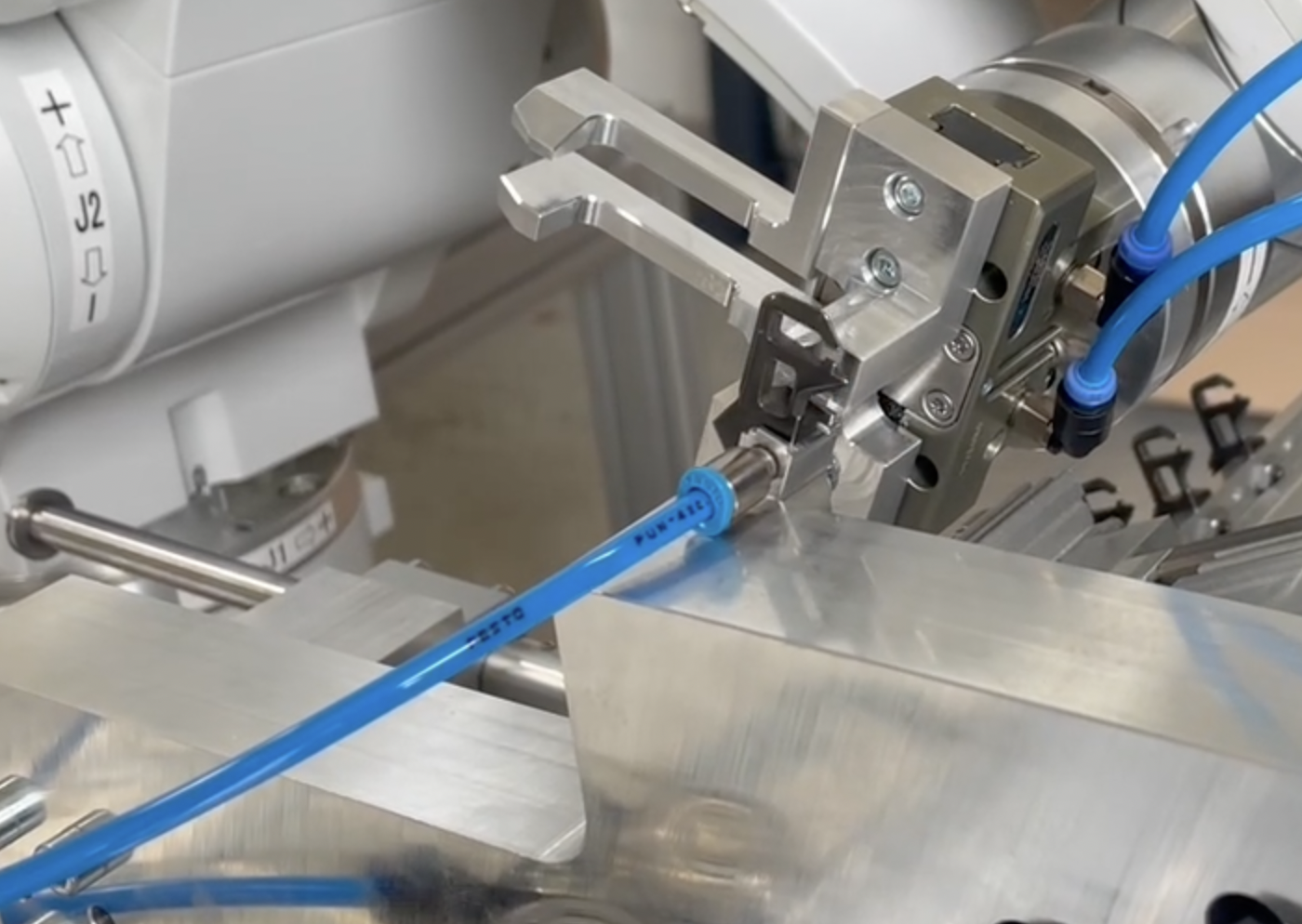 The first step of the positioning of the hook: the intermediary drop-off station.
The first step of the positioning of the hook: the intermediary drop-off station.  The second step.
The second step. 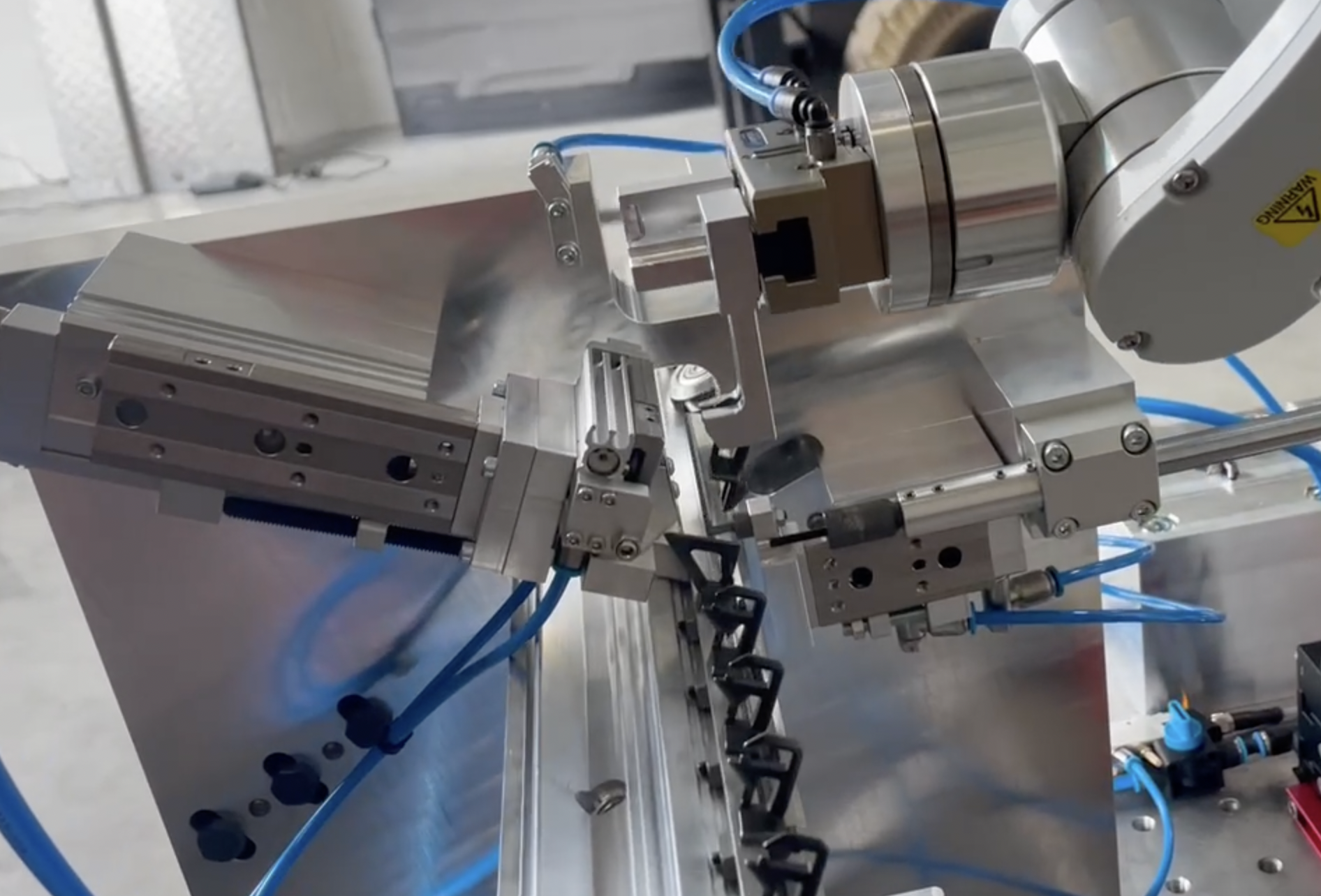 Moving the bolt to its final position.
Moving the bolt to its final position.  Keeping the reed in place.
Keeping the reed in place.