Aseptic pharmaceutical filling machine – when only the best is good enough
Challenge
This pharmaceutical company wanted to further automate its filling process. A medicine had to be dosed into plastic bottles.
The legislation placed high demands on the moving parts and how they performed sealing on this aseptic filling machine. The parts also had to be 100% chemically resistant to the cleaning and disinfecting agents used.
Additionally, the sensor and vision systems needed to be highly accurate given the cost price of the product (a litre of the product costs about 28,500 euros).
Solution
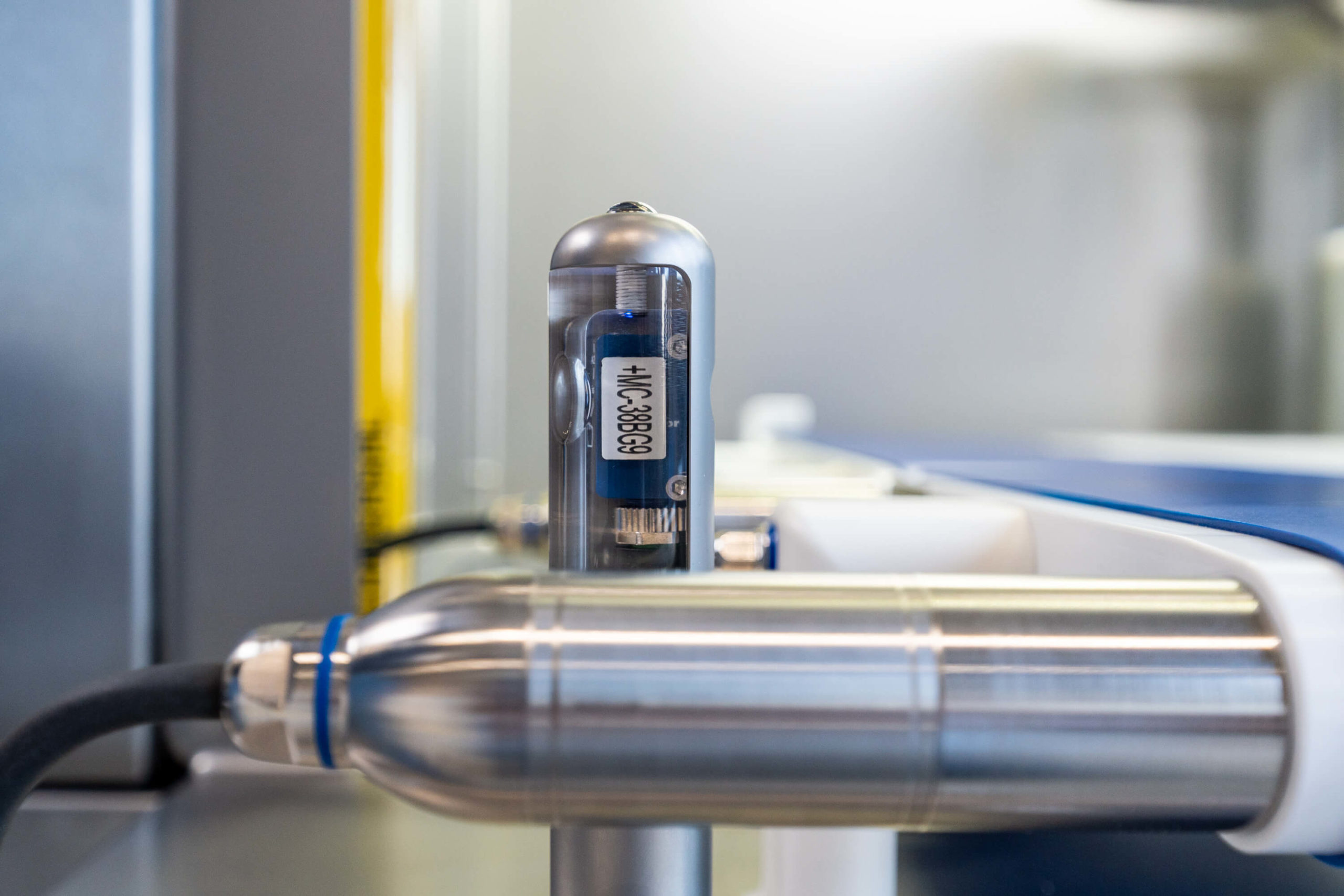
The sanitary design and the degree of finishing had to meet the highest standards.
For example, we encapsulated an octagonal photocell in a milled stainless steel housing on a pylon. We naturally smoothed and polished it too. We chose a transparent PMMA for the window.
Maintenance-friendly
To ensure easy maintenance, all the welds were ground and polished to cleanroom level. We also removed all cracks and blind corners.
The tolerance requirements we met for the surface roughness were:
- < 0.5 for the parts that come into contact with the product
- Between 1.2 and 0.8 for the rest of the installation
As a housing, we engineered and built a seamless, sealed stainless steel structure.
We designed the entire unit to withstand cleaning and disinfection with hydrogen peroxide.
Finally, we treated all components with dry bead blasting.
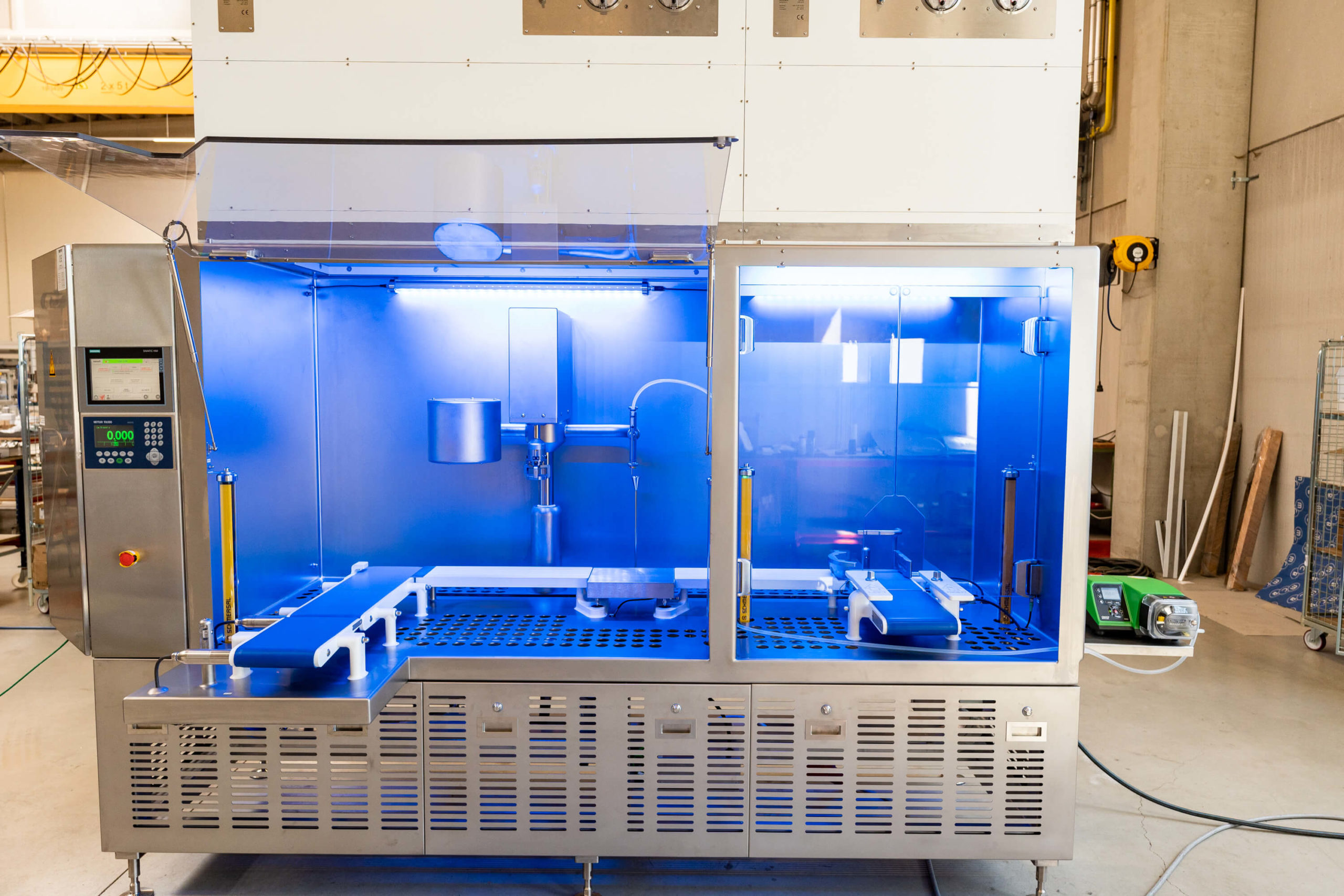
The filling process
We engineered the machines on the basis of different zones. Each with its own set of control mechanisms, safeguards and inspections.
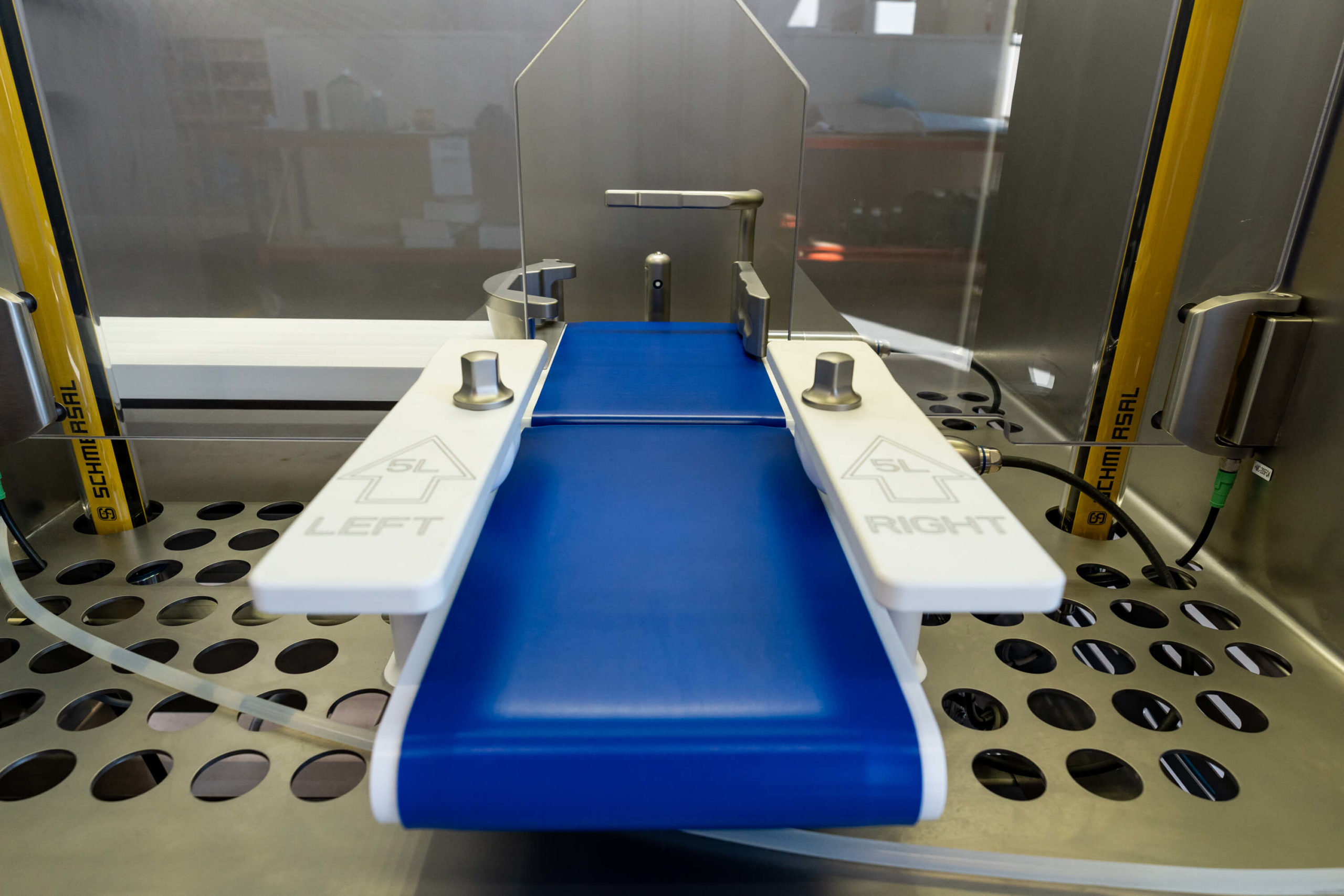
The aseptic filling machine itself consists of a conveyor belt, manipulator, scales, the filling unit itself, a final check and the output mechanism.
- The process starts with an operator offering the bottle to the installation via a conveyor belt. A sensor detects the bottle.
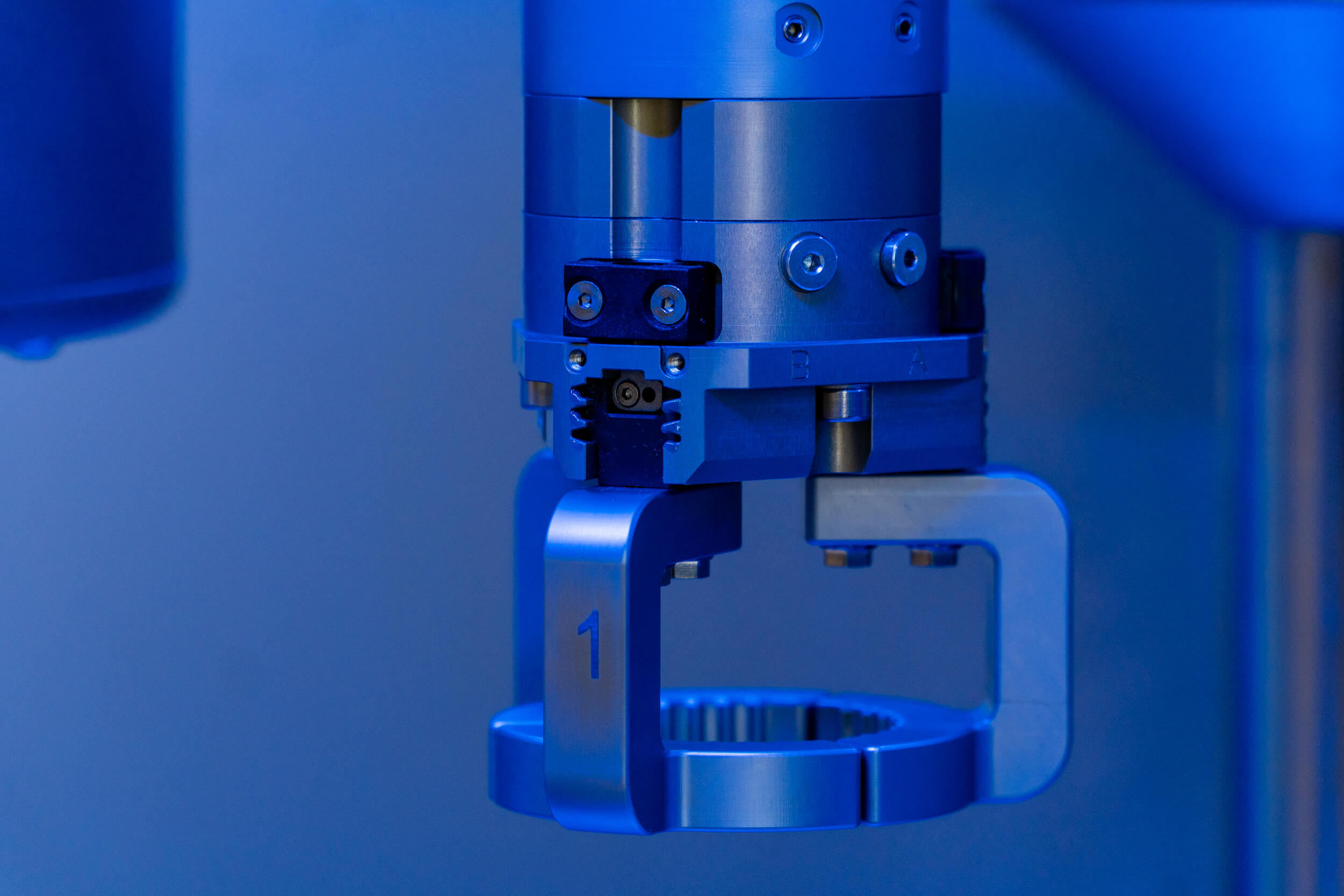
- The screw station removes the cap. A camera checks the bottle opening for burrs, damage or impurities.
- The filling station fills the bottle. A scale checks the weight.
- The cap is screwed on again and tightened to a preset torque.
- The bottle is sent out.
Air flows
We also integrated separate, forced air flows for each zone. At the top of the installation, we placed two LAF (Laminar Air Flow) units. One for the Grade C zone, and a second for the Grade A zone.
The control of the air flows is crucial for the proper functioning of the unit because within the same installation there is a transition from a Grade D zone to a Grade C, and then to Grade A. The most extreme zones are thus always farthest apart.
To prevent the air flows from interfering with each other, we perforated the bottom plate.
Machine status
To show the status of this aseptic filling machine at every stage of the process, we use interior LED strip lighting that changes colour according to the process status.
Traceability
Every time the operator changes a setting, requests a particular type of access or performs an action, this is logged. Every action is tracked securely on a server.
Results
- The next step in the automation of the filling process.
- An aseptic filling machine that meets the highest requirements.
- Ultimate precision. So that nothing of the product is lost.
- Easy maintenance.
- Complete who-does-what-and-when traceability.